Где ![]() — коэффициент температуропроводности, здесь к — коэффициент теплопроводности; с и v — теплоемкость и плотность материала; r — радиус сфокусированного пятна; v — скорость обработки; Ln — удельная теплота плавления; Ро=АР — эффективная мощность лазерного теплового источника, здесь А — поглощательная способность материала; Р — мощность лазерного излучения.
— коэффициент температуропроводности, здесь к — коэффициент теплопроводности; с и v — теплоемкость и плотность материала; r — радиус сфокусированного пятна; v — скорость обработки; Ln — удельная теплота плавления; Ро=АР — эффективная мощность лазерного теплового источника, здесь А — поглощательная способность материала; Р — мощность лазерного излучения.
Во многих случаях для выбора режимов обработки уста на вливаются экспериментальные зависимости, позволяющие в практических условиях для конкретных материалов оценить параметры процесса. На рис. II показана номограмма для выбора режимов упрочнения инструментальных сталей. Исходными данными Для номограммы являются требуемые микротвердость и глубина упрочненного слоя. В качестве энергетического параметра не пол v. густея плотность энергии излучения где t — время воздействия лазерного излучения. По зависимостям ![]() и
и ![]() устанавливаются плотность энергии излучения, соответствующая заданным h и H В зависимости от возможностей технологического оборудования и с учетом обеспечения максимальной производительности выбиваются мощность излучения, диаметр пятна фокусирования и определяется достигаемая плотность мощности излучения. По установленным We и q определяется длительность воздействия излучения.
устанавливаются плотность энергии излучения, соответствующая заданным h и H В зависимости от возможностей технологического оборудования и с учетом обеспечения максимальной производительности выбиваются мощность излучения, диаметр пятна фокусирования и определяется достигаемая плотность мощности излучения. По установленным We и q определяется длительность воздействия излучения.
По диаметру пятна фокусирования du и времени t воздействия излучения определяется скорость v относительного перемещения луча и обрабатываемой поверхности.
С помощью номограммы (на рис. 4) можно решить и обратную задачу — по заданным энергетическим параметрам излучения и скорости обработки определить глубину и твердость упрочненного слоя.
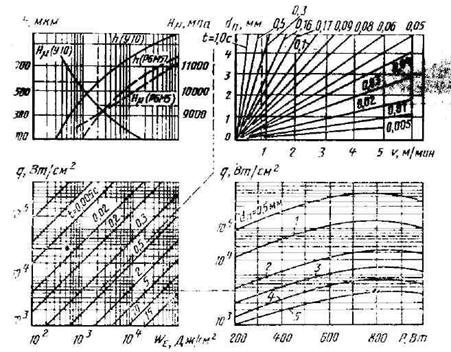
Рис 4. Монограмма для выбора режимов упрочнения непрерывным излучением
 Вблизи поверхности Земли ускорение свободного падения зависит ОТ широты местности. Это объясняется нешарообразностью формы Земли и влиянием суточного вращения Земли вокруг своей оси.
Вблизи поверхности Земли ускорение свободного падения зависит ОТ широты местности. Это объясняется нешарообразностью формы Земли и влиянием суточного вращения Земли вокруг своей оси.
 Законы физики основаны на фактах, установленных опытным путем.
Законы физики основаны на фактах, установленных опытным путем.
 Турбина 16 века использовавшая энергию движущейся воды, применялась для привода ирригационных насосов.
Турбина 16 века использовавшая энергию движущейся воды, применялась для привода ирригационных насосов.
{kind=link}